

TOMRA is the worldwide leader in optical sorting. The superior Near Infrared (NIR) recognition on their optical scanners produces a higher yield and more accurate results than optical sorting systems that use ordinary NIR sensors. Their constant research and development on their sensors puts them at the forefront of new separation technology. Use TOMRA optical sorters for better results on paper and fiber separation, plastics such as PE, PP, PET, HDPE, PS, PVC and 3-7 mixed plastics, and C&D applications for sorting wood scraps.
What Sets TOMRA Optical Sorting Apart
High Resolution Near Infrared
With your naked eye or any good high-resolution camera, you can tell a lot about different objects, such as their color, texture, and rigidity. But you cannot determine what the actual material is made of without a Near Infrared (NIR) Sensor. NIR is the only technology that can determine the difference between two materials by analyzing their composition.
TOMRA optical sorting equipment has the industry’s highest NIR resolution BY FAR. TOMRA has leveraged this superior resolution to solve one of a MRF’s biggest problems – consistent performance in a dirty application. With the highest NIR (near infrared) resolution available, TOMRA’s optical scanner box is now able to be set a full five feet above the conveyors (up to 5x the distance of others) and still achieve purity rates above 95%. The height allows the lens on the optical scanner to stay out of the way of dust and debris traveling across the belt, keeping the lens clean for an entire week or more and the separation quality at its best. Why can’t the competition set their optical scanning equipment high above the belt? Simple – they don’t have the resolution.
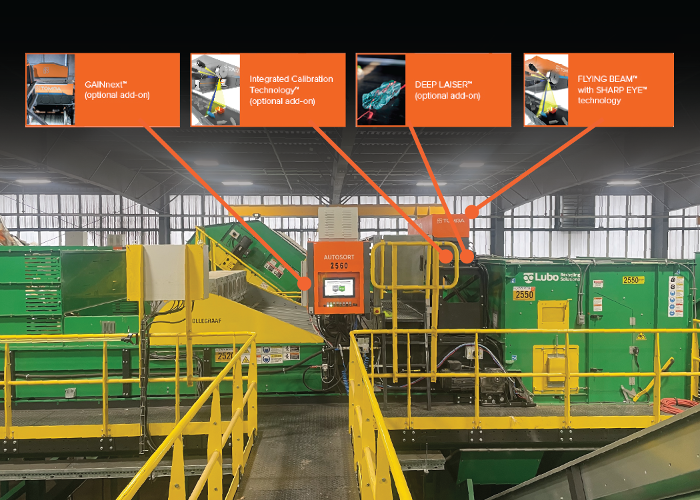
FLYING BEAM® Illumination
How do TOMRA optical sorters achieve this high resolution? The patented Flying Beam. All TOMRA optical sorting machines employ the advanced technology of FLYING BEAM® illumination. A rotating polygon mirror reflects an evenly distributed source of light across the entire belt and offers continuous signal correction for stable sorting performance over long periods of time.
A real-world example of optical separation: Tide Detergent Bottles

Tide detergent comes in various packaged forms – small bottles, large bottles, and buckets of detergent pods. Each package is identical in color, and similar in branding. They look to be of identical material to the naked eye or any 20-megapixel camera. However, the Tide bottle pictured above is made of HDPE, and the bucket of pods next to it is made of PET. It takes an NIR sensor to be able to determine what each bottle is made of and help make a sorting.
Other optical sorters using an off-the-shelf NIR sensor may have enough NIR resolution to successfully sort objects by material type (like these two Tide bottles). However, to achieve this recognition they have to place their optical scanner box with the NIR sensor close to the conveyor (12-18 inches above). An NIR sensor only 12-18 inches above the conveyor works great for 30 minutes during a demonstration or in a laboratory. But in the real-world dusty, dirty environment of a MRF, an optical sensor’s lens that close to the belt is prone to collecting dirt in less than an hour. As an optical sensor’s lens gets dirty, it stops being effective. A 95% recovery rate at the beginning of the shift drops significantly in just 30 minutes of dust/dirt build up. It drops dramatically after 2 hours, and could be cut in half by the end of the shift depending on how dirty or dusty the material is on a particular day. Purity rates drop similarly.
New Advancements in TOMRA Optical Sorting
SHARP EYE™
Ultra-high NIR resolution combined with SHARP EYE lenses result in even better recognition. SHARP EYE utilizes a special lens for higher light intensity. It allows a TOMRA unit to recognize the most difficult to distinguish material, such as the difference between a PET bottle and a PET tray.
DEEP LAISER™
A laser sensor that works in concert with the other sensors and detects any material on the conveyor belt that the near infrared technology is incapable of identifying. DEEP LAISER can identify: black plastics, glass, and waste items not visible in NIR. For example, it allows a TOMRA AUTOSORT to remove flattened black food trays from a mixed paper stream.
High Resolution Metal Detection
Used in combination with NIR, the metal detection sensor allows the AUTOSORT to determine the difference between paper and aluminum/ferrous metals.
GAINnext™ Artificial Intelligence
A deep-learning sensor to classify objects that were previously hard to identify and remove hard-to-sort impurities. Continuously learns new items, ensuring adaptability to new waste streams and future-proofing your operation.
TOMRA AUTOSORT – Taking Optical Sorting to New Heights
Case Study:
Small suburban residential single stream MRF with an old model optical sorter
In the summer of 2017 they were averaging:
- 290-300 tons/month of PET
- 215 tons/month of HDPE
After upgrading to a TOMRA AUTOSORT optical sorter with high-mount scanner, this customer’s production increased to:
- 490 tons/month of PET after 2 months
- 250 tons/month of HDPE after 2 months
That’s a 15% increase in HDPE recovery and a whopping 60% increase in PET – just by switching to a TOMRA optical sorter!
Steady performance over long periods of time yields the best results.

AUTOSORT FLAKE
TOMRA’s superior NIR resolution allows them to take this technology and incorporate it into a flake sorter. Most optical sorters designed to sort flakes use metal sensors or color cameras. TOMRA’s is the only flake sorter that successfully combines simultaneous detection of color, enhanced material information, and metal using high resolution NIR. Consider this: if another optical sorter company claims to have high resolution NIR sensors, why don’t they make a flake sorter?